







Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Payment Type: L/C,T/T
Incoterm: FOB,CFR
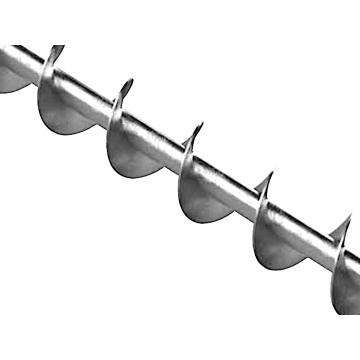
Stainless steel screw conveyors stand out as a reliable and efficient solution for material handling across diverse industries. With their corrosion resistance, sanitary design, versatility, durability, and regulatory compliance, they play a vital role in ensuring smooth and hygienic processes while meeting the stringent demands of modern manufacturing and processing environments.



Product Categories : Screw Folding Machine













Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.